الإطار العلويهيكل ملحوم مصنوع من صفائح فولاذية Q355B (بسمك 10-20 مم)، يُشكل حجرة التغذية والتكسير. وهو مُجهز بقادوس تغذية وأجهزة ضبط لصفائح التصادم، مع أضلاع تقوية (بسمك 8-15 مم) لمقاومة قوى التصادم.
الإطار السفليهيكل من الفولاذ المصبوب (زد جي 270-500) أو الفولاذ الملحوم يدعم الدوار والمحرك. يُثبَّت على القاعدة بمسامير تثبيت، ويحتوي على منفذ تفريغ في الأسفل، بسمك يتراوح بين 15 و30 مم لضمان الثبات.
قرص الدوارصفيحة دائرية مصنوعة من الفولاذ المصبوب (زد جي 310-570) أو الفولاذ المطروق، بسمك يتراوح بين 20 و50 مم. تُركّب على العمود الرئيسي، وتحتوي على فتحات موزعة بالتساوي لتثبيت أعمدة المطرقة.
مطارق التأثيرأجزاء العمل الرئيسية مصنوعة من الحديد الزهر عالي الكروم (Cr15-20) أو الفولاذ السبائكي (40CrNiMo). تُثبَّت على أعمدة المطرقة، وتتأرجح بحرية، ويتراوح وزنها بين 2 و20 كجم، حسب الطراز. صُمِّم رأس المطرقة بشكل حاد أو غير حاد، وفقًا لخصائص المادة.
العمود الرئيسيعمود من سبائك الفولاذ المطروق (40Cr) بقطر يتراوح بين 50 و200 مم، يربط بين قرص الدوار والمحرك. وهو مدعوم بمحامل أسطوانية كروية من كلا الطرفين لتحمل الأحمال الشعاعية والمحورية.
أعمدة المطرقة:مصنوعة من الفولاذ 40Cr، بقطر أكبر قليلاً من عين المطرقة لضمان تأرجح المطارق بشكل مرن.
لوحات التأثيرألواح مقاومة للتآكل مصنوعة من فولاذ عالي المنغنيز (ZGMn13) أو حديد زهر عالي الكروم، بسمك يتراوح بين 20 و40 مم. تُركّب على الإطار العلوي، وتُشكّل تجويف سحق مع الدوار. يتراوح عدد ألواح السحق بين 1 و3، حسب مرحلة السحق (أولية أو ثانوية).
أجهزة التعديلأسطوانات هيدروليكية أو عجلات يدوية تضبط الفجوة بين صفيحة التصادم والدوار (5-50 مم) للتحكم في حجم جسيمات التفريغ. كل صفيحة تصادم مزودة بآلية ضبط مستقلة للتحكم المرن.
المحركمحرك غير متزامن ثلاثي الطور (15-315 كيلوواط) يُوفر الطاقة، متصل بالعمود الرئيسي عبر سير على شكل حرف V أو وصلة. سرعة المحرك قابلة للتعديل حسب صلابة المادة.
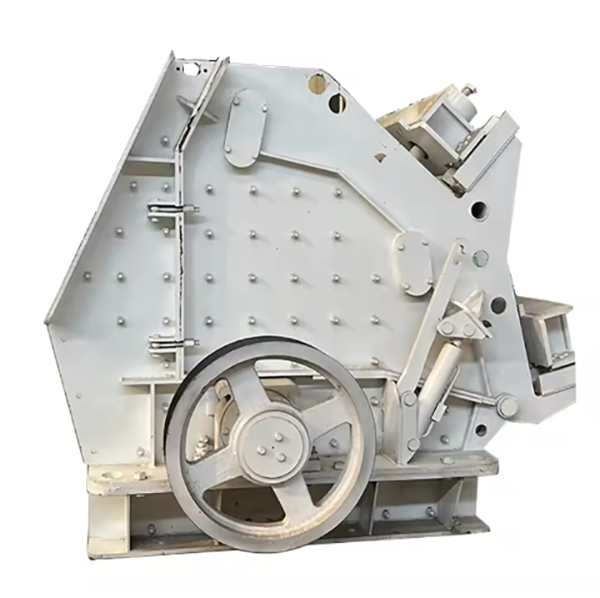
البكرة/الحزام:نظام دفع حزام V مع بكرة كبيرة على العمود الرئيسي وبكرة صغيرة على المحرك، ينقل عزم الدوران بنسبة نقل 1:2–1:5.
حراس السلامة:تم تركيب أغطية واقية على الدوار والبكرة ومنفذ التغذية لمنع الحوادث أثناء التشغيل.
نظام إزالة الغبار:مروحة وجامع غبار متصلان بغرفة التكسير لتقليل انبعاثات الغبار، مع كفاءة جمع الغبار ≥95%.
نظام التزييت:الشحم أو زيت التشحيم الرقيق للمحامل، مع أجهزة تشحيم أوتوماتيكية لضمان التشحيم المستمر.
صنع الأنماط:يتم تصنيع أنماط الرمل أو الرغوة وفقًا لشكل المطرقة، مع بدل انكماش يتراوح بين 1.5% إلى 2.0%.
صب:يتم استخدام قوالب الرمل المرتبطة بالراتنج، مع تغطية التجويف بطبقة مقاومة للحرارة لتحسين جودة السطح.
الذوبان والصب:
يتم صهر المواد الخام في فرن الحث عند درجة حرارة تتراوح بين 1450 و1500 درجة مئوية، مع إضافة الكروم والسبائك الأخرى لتحقيق التركيب الكيميائي (2.8-3.5٪ C، 15-20٪ كر).
يتم صب الحديد المنصهر في القالب عند درجة حرارة 1400-1450 درجة مئوية، مع سرعة صب متحكم بها لتجنب الشوائب.
المعالجة الحرارية:المعالجة الحرارية عند درجة حرارة 950-1000 درجة مئوية (تبريد الهواء) تليها المعالجة الحرارية عند درجة حرارة 250-300 درجة مئوية لتحسين الصلابة (حقوق الإنسان 55-65) والصلابة.
النمط والقولبة:يتم استخدام الأنماط الخشبية أو المعدنية، ويتم تصنيع قوالب الرمل المرتبطة بالراتنج مع النوى لفتحات عمود المطرقة.
الصب والمعالجة الحراريةيُصهر الفولاذ المصبوب عند درجة حرارة تتراوح بين 1520 و1560 درجة مئوية، ثم يُسكب في القالب. بعد الصب، تُجرى عملية التطبيع عند درجة حرارة تتراوح بين 880 و920 درجة مئوية (مبردة بالهواء)، والمعالجة الحرارية عند درجة حرارة تتراوح بين 600 و650 درجة مئوية، وذلك لتحقيق صلابة تتراوح بين 180 و220 درجة مئوية، والتخلص من الإجهاد الداخلي.
تدفئة القضبان:يتم تسخين كتل الفولاذ إلى درجة حرارة تتراوح بين 1100 و1150 درجة مئوية في فرن الغاز لضمان اللدونة.
التشكيل:يتم استخدام التشكيل بالقالب المفتوح لتشكيل شكل العمود، مع عمليات التكسير والرسم لمواءمة بنية الحبوب.
المعالجة الحرارية:التبريد عند 840-860 درجة مئوية (تبريد بالزيت) والتلطيف عند 500-550 درجة مئوية لتحقيق صلابة حقوق الإنسان 28-32 وقوة شد ≥785 ميجا باسكال.
التشغيل الخشن:تقوم مخرطة التحكم الرقمي بالكمبيوتر أو آلة الطحن بمعالجة الدائرة الخارجية والوجه النهائي وثقوب عمود المطرقة، تاركة بدل تشغيل يتراوح بين 1 إلى 2 مم.
التصنيع الدقيق: طحن السطح النهائي للحصول على استواء ≤ 0.1 مم/م وخشونة سطح را3.2 ميكرومتر. حفر وتوسيع ثقوب عمود المطرقة لضمان دقة الأبعاد (تفاوت H7).
الدوران:تقوم مخرطة التحكم الرقمي بالكمبيوتر بمعالجة الدائرة الخارجية والخطوات والمفاتيح، تاركة بدل طحن يتراوح بين 0.3 إلى 0.5 ملم.
طحن:طحن أسطح المجلة وفقًا لتسامح تكنولوجيا المعلومات 6 وخشونة السطح را0.8 ميكرومتر، مع ضمان المحورية ≤0.02 مم.
القطع:يتم قطع صفائح الفولاذ عالي المنجنيز أو الحديد الزهر عالي الكروم حسب الحجم باستخدام القطع بالبلازما أو القطع بالليزر.
طحن:يتم طحن سطح العمل حتى يصبح مستويًا ≤0.2 مم/م وخشونة السطح را6.3 ميكرومتر، مع إزالة نتوءات من الحواف لتجنب انسداد المواد.
اللحام وتخفيف التوتر:يتم لحام الإطارات عند درجة حرارة تتراوح بين 600 إلى 650 درجة مئوية للتخلص من إجهاد اللحام.
الطحن والحفر:تعالج ماكينة الطحن التحكم الرقمي بالكمبيوتر أسطح تثبيت ألواح التصادم والمحامل، مما يضمن استواءً ≤ 0.15 مم/م. يتم حفر وثقب ثقوب البراغي (M16-M30) بتفاوت خيط 6H.
اختبار المواد:
يتحقق التحليل الطيفي من التركيب الكيميائي للأجزاء المصبوبة والمطروقة (على سبيل المثال، محتوى الكروم في المطارق ذات التأثير).
اختبارات الشد والصدمة تتحقق من الخصائص الميكانيكية (على سبيل المثال، طاقة تأثير المطارق ≥15 J/سم²).
التفتيش الأبعادي:
تقوم آلة القياس الإحداثية (آلة قياس الإحداثيات) بفحص الأبعاد الرئيسية مثل سمك قرص الدوار، وقطر العمود الرئيسي، وتسطيح لوحة التأثير.
تتحقق المقاييس ومؤشرات الاتصال من الملاءمة بين العمود الرئيسي والمحامل، مما يضمن أن الخلوص يلبي متطلبات التصميم.
الاختبار غير المدمر (الفحص غير المدمر):
يكتشف اختبار الجسيمات المغناطيسية (إم بي تي) الشقوق السطحية في العمود الرئيسي وقرص الدوار والمطارق التأثيرية.
يقوم الاختبار بالموجات فوق الصوتية (جامعة تكساس) بفحص العيوب الداخلية في أقراص الدوار المصبوبة، مع رفض العيوب >φ3 مم.
اختبار الأداء:
الموازنة الديناميكية:تم موازنة مجموعة الدوار إلى درجة G6.3 (اهتزاز ≤ 6.3 مم/ثانية) لتجنب الاهتزاز المفرط أثناء التشغيل.
اختبار الحمل الفارغ:تشغيل المعدات بدون تحميل لمدة ساعتين للتحقق من درجة حرارة المحمل (≤70 درجة مئوية) والضوضاء غير الطبيعية.
اختبار التحميل:سحق المواد القياسية (على سبيل المثال الحجر الجيري) لمدة 8 ساعات للتحقق من قدرة الإنتاج وحجم جزيئات التفريغ وتآكل المطرقة.
إعداد الأساسيُصبّ أساس خرساني (درجة C30) بمسامير تثبيت مدمجة، بمستوى استواء ≤ 0.1 مم/م. يُجفّف الأساس لمدة 28 يومًا على الأقل.
تركيب الإطار السفلي:يتم رفع الإطار السفلي إلى الأساس، ويتم تسويته باستخدام الدعامات، ويتم شد مسامير التثبيت بنسبة 70% من عزم الدوران المحدد.
مجموعة الدوار والعمود الرئيسي:يُركَّب العمود الرئيسي في مقاعد محامل الإطار السفلي، ويُثبَّت قرص الدوار عليه. تُشحَّم المحامل بالشحم (مؤشر NLGI 2).
تركيب لوحة التأثير:يتم تثبيت لوحات التأثير على الإطار العلوي، ويتم ضبط الفجوة بين لوحات التأثير والدوار وفقًا للقيمة التصميمية (5-50 مم) باستخدام الأسطوانات الهيدروليكية أو العجلات اليدوية.
الإطار العلوي وتركيب قادوس التغذية:يتم تثبيت الإطار العلوي على الإطار السفلي، ويتم تثبيت قادوس التغذية، مما يضمن المحاذاة مع الدوار.
اتصال نظام القيادة:يتم وضع المحرك على قاعدة المحرك، ويتم تثبيت أحزمة V بالشد المناسب (الانحراف 10-15 مم تحت قوة 100 نيوتن).
تركيب الأنظمة المساعدة:تم توصيل أنابيب إزالة الغبار وخطوط التشحيم، وتم تركيب واقيات السلامة.
التشغيل:
قم بتشغيل الجهاز فارغًا لمدة ساعة للتحقق من اتجاه الدوران والاستقرار.
اختبار التحميل بالمواد، وضبط فجوة لوحة التأثير لتحقيق حجم جسيم التفريغ المطلوب.
قم بفحص جميع الأنظمة بحثًا عن التسريبات أو الضوضاء غير الطبيعية أو ارتفاع درجة الحرارة، وقم بإجراء التعديلات حسب الحاجة.














