الدعم الهيكلي الشامل:تحمل وزن جميع المكونات (الجلبة اللامركزية، المخروط المتحرك، الوعاء، المحرك، إلخ) والقوى الساحقة الناتجة أثناء التشغيل (تصل إلى آلاف الأطنان)، مما يضمن التشغيل المستقر.
نقل القوة:توزيع الأحمال الرأسية والأفقية من عملية التكسير إلى الأساس، مما يقلل من الاهتزاز والضوضاء.
وضع المكونات:توفير أسطح تركيب دقيقة وتحديد الميزات للجلبة اللامركزية، ومحمل العمود الرئيسي، والوعاء، والأجزاء الرئيسية الأخرى، وضمان مواضعها النسبية الصحيحة.
حاوية واقية:يحتوي على مكونات داخلية مثل التجميع اللامركزي والتروس، مما يمنع دخول الغبار والماء والحطام ويحمي المشغلين من الأجزاء المتحركة.
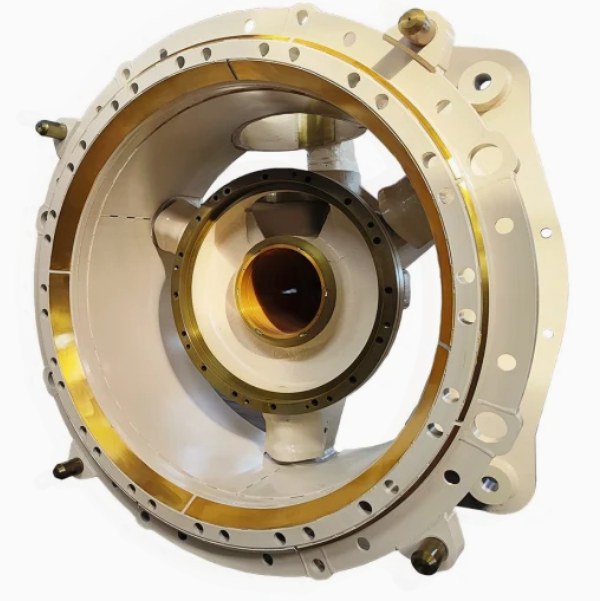
إطار الجسم:الهيكل الرئيسي، عادة ما يكون على شكل صندوق مجوف أو أسطواني بجدار سميك (80-200 مم)، مصنوع من الفولاذ المصبوب عالي القوة (على سبيل المثال، ZG35CrMo) أو صفائح فولاذية ملحومة منخفضة السبائك (على سبيل المثال، Q355B).
غلاف المحمل:تجويف أسطواني في الجزء السفلي أو العلوي من الإطار لاستيعاب محمل العمود الرئيسي، مع سطح داخلي مُجهز بدقة (التسامح تكنولوجيا المعلومات 6) لضمان ملاءمة المحمل بشكل صحيح.
حجرة البطانة اللامركزية:تجويف دائري في منتصف الإطار حيث يتم تركيب البطانة اللامركزية، مع سطح داخلي مُجهز وأخاديد زيتية للتزييت.
حواف التركيب:
شفة القاعدة:حافة كبيرة في الجزء السفلي مع فتحات البراغي لتأمين الإطار إلى الأساس، مما يضمن الاستقرار.
الحافة العلوية:شفة في الجزء العلوي للاتصال بالوعاء أو حلقة الضبط، وغالبًا ما تكون مزودة بدبابيس توجيه أو فتحات للمحاذاة.
تقوية الأضلاع:أضلاع داخلية وخارجية (سمكها 30-80 ملم) مرتبة شعاعيًا أو محوريًا لتعزيز صلابة الإطار وتقليل التشوه تحت الحمل.
قنوات التزييت والتبريد:ثقوب مثقوبة أو ممرات مصبوبة لتوصيل زيت التشحيم إلى المحامل والمكونات اللامركزية، ولتدوير مياه التبريد في بعض الإطارات الكبيرة.
أبواب التفتيش والوصول:ألواح أو أبواب قابلة للإزالة للصيانة وفحص المكونات الداخلية.
اختيار المواد:
تم اختيار الفولاذ المصبوب عالي القوة (ZG35CrMo) لخصائصه الميكانيكية الممتازة، بما في ذلك قوة الشد (≥ 700 ميجا باسكال)، ومقاومة التأثير (≥ 35 J/سم²)، وقابلية الصب الجيدة.
صنع الأنماط:
يُصنع نموذج بالحجم الكامل من الخشب أو الرغوة أو الراتنج، ويُحاكي الشكل الخارجي للإطار، وتجويفاته الداخلية، وأضلاعه، وحوافه، وخصائص أخرى. تُضاف نسب انكماش (1.5-2.5%) بناءً على المادة وحجم القطعة.
تم تعزيز النمط لمنع التشوه أثناء التشكيل، وتم تصميم النوى لتشكيل تجاويف وقنوات داخلية.
صب:
يُحضَّر قالب رمل باستخدام رمل مُركَّب بالراتنج، ثم يُوضَع النموذج في القالب. تُدخَل نوى لتشكيل الهيكل الداخلي، مما يضمن دقة سُمك الجدار وتناسق أبعاد العناصر.
يتم طلاء القالب بغسيل مقاوم للحرارة لتحسين تشطيب السطح ومنع تغلغل المعدن في الرمال.
الذوبان والصب:
يتم صهر الفولاذ المصبوب في فرن القوس الكهربائي عند درجة حرارة تتراوح بين 1520 و1560 درجة مئوية، مع التحكم الصارم في التركيب الكيميائي (C: 0.32-0.40٪، كر: 0.8-1.1٪، شهر: 0.15-0.25٪).
يتم الصب عند درجة حرارة 1480-1520 درجة مئوية مع معدل تدفق متحكم فيه لضمان ملء تجويف القالب بالكامل دون اضطراب يمكن أن يسبب عيوبًا.
التبريد والمعالجة الحرارية:
يتم تبريد الصب ببطء في القالب لمدة 72-120 ساعة لتقليل الإجهاد الحراري، ثم يتم إزالته وتنظيفه عن طريق التنظيف بالرمل.
تشمل المعالجة الحرارية التطبيع (850-900 درجة مئوية، تبريد الهواء) لتحسين بنية الحبوب والتكييف (600-650 درجة مئوية) لتقليل الصلابة إلى 180-230 HBW، مما يحسن قابلية التصنيع.
التشغيل الخشن:
يتم تثبيت الإطار المصبوب على مطحنة التحكم الرقمي بالكمبيوتر كبيرة أو مطحنة جسرية لتصنيع الحافة الأساسية والحافة العلوية والأسطح المرجعية الخارجية، مع ترك بدل تشطيب يتراوح من 5 إلى 10 مم.
تصنيع غلاف المحمل والغرفة:
يتم ثقب غلاف المحمل وحجرة البطانة اللامركزية بشكل خشن، ثم يتم تشطيبها وصقلها لتحقيق دقة أبعاد عالية (التسامح تكنولوجيا المعلومات 6) وخشونة السطح (را0.8–1.6 ميكرومتر).
يتم تصنيع أخاديد الزيت في غلاف المحمل والحجرة باستخدام آلة طحن التحكم الرقمي بالكمبيوتر.
تشغيل الحواف وسطح التركيب:
يتم تصنيع القاعدة والحواف العلوية لضمان التسطيح (≤0.05 مم/م) والعمودية على محور الإطار (≤0.1 مم/100 مم).
يتم حفر ثقوب البراغي وتثبيتها في مواضع دقيقة (التسامح ± 0.1 مم) باستخدام آلة الحفر التحكم الرقمي بالكمبيوتر.
تقوية الأضلاع وتصنيع الأسطح الخارجية:
يتم تصنيع الأضلاع الخارجية لإزالة عيوب الصب وضمان الأبعاد الموحدة.
تم معالجة السطح الخارجي آليًا لتحسين المظهر وتسهيل عملية الطلاء.
معالجة السطح:
تم طلاء الإطار باستخدام برايمر مضاد للصدأ وطبقة علوية لمقاومة التآكل.
يتم حماية أسطح التثبيت الميكانيكية وملاءمة المحمل بزيت أو شحم مضاد للصدأ.
اختبار المواد:
يتم إجراء تحليل التركيب الكيميائي للتأكد من الامتثال للمعايير المحددة للمواد.
يتم إجراء اختبار الشد واختبار التأثير على عينات الاختبار للتحقق من الخصائص الميكانيكية.
التفتيش الأبعادي:
يتم استخدام آلة القياس الإحداثية (آلة قياس الإحداثيات) للتحقق من الأبعاد الحرجة، بما في ذلك قطر غلاف المحمل، وتسطيح الحافة، ومواضع الفتحة.
يتم استخدام المسح الضوئي بالليزر للتحقق من الشكل العام والأبعاد مقابل النموذج ثلاثي الأبعاد.
الاختبار غير المدمر (الفحص غير المدمر):
يتم استخدام الاختبار بالموجات فوق الصوتية (جامعة تكساس) للكشف عن العيوب الداخلية مثل الشقوق والانكماش في جسم الإطار والأضلاع.
يتم إجراء اختبار الجسيمات المغناطيسية (إم بي تي) على المناطق السطحية والقريبة من السطح، وخاصة حول فتحات البراغي ونقاط تركيز الإجهاد.
الاختبارات الميكانيكية:
يتم إجراء اختبار الصلابة للتأكد من أن الإطار يلبي نطاق الصلابة المطلوب (180–230 HBW).
يمكن إجراء اختبار الحمل للتحقق من قدرة الإطار على تحمل الأحمال التصميمية دون تشوه مفرط.
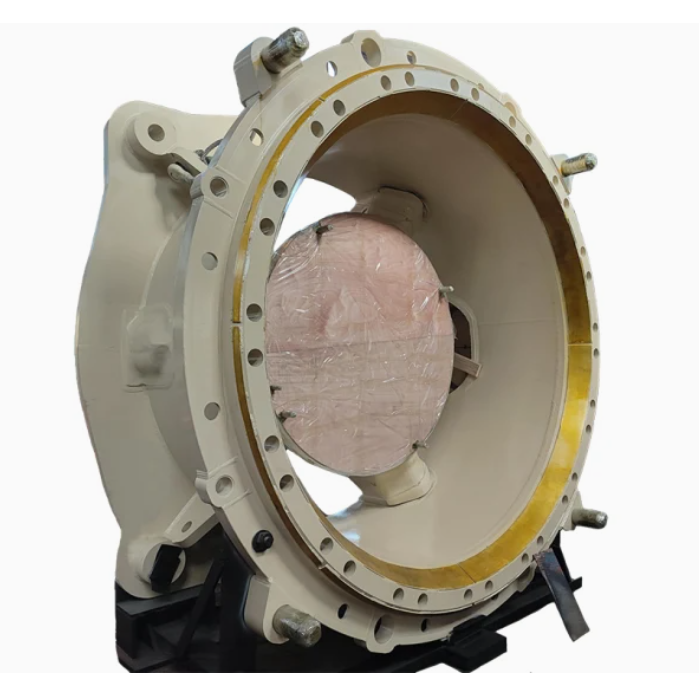
التجميع والاختبار الوظيفي:
يتم تجميع الإطار تجريبيًا مع المكونات الرئيسية مثل البطانة اللامركزية والعمود الرئيسي لضمان الملاءمة والمحاذاة المناسبة.
يتم إجراء اختبار الاهتزاز للتحقق من الاهتزاز المفرط أثناء التشغيل المحاكى.















