بفضل هذه العمليات، تحافظ صفيحة الفك الثابتة على مقاومتها للتآكل في ظروف الصدمات الشديدة، مع عمر خدمة يتراوح بين 4 و8 أشهر (مع تعديلها وفقًا لصلابة المادة). تضمن الفحوصات الدورية لتآكل الأسنان وعكسها/استبدالها في الوقت المناسب كفاءة سحق ثابتة.
1. نوع صفيحة الأسنان
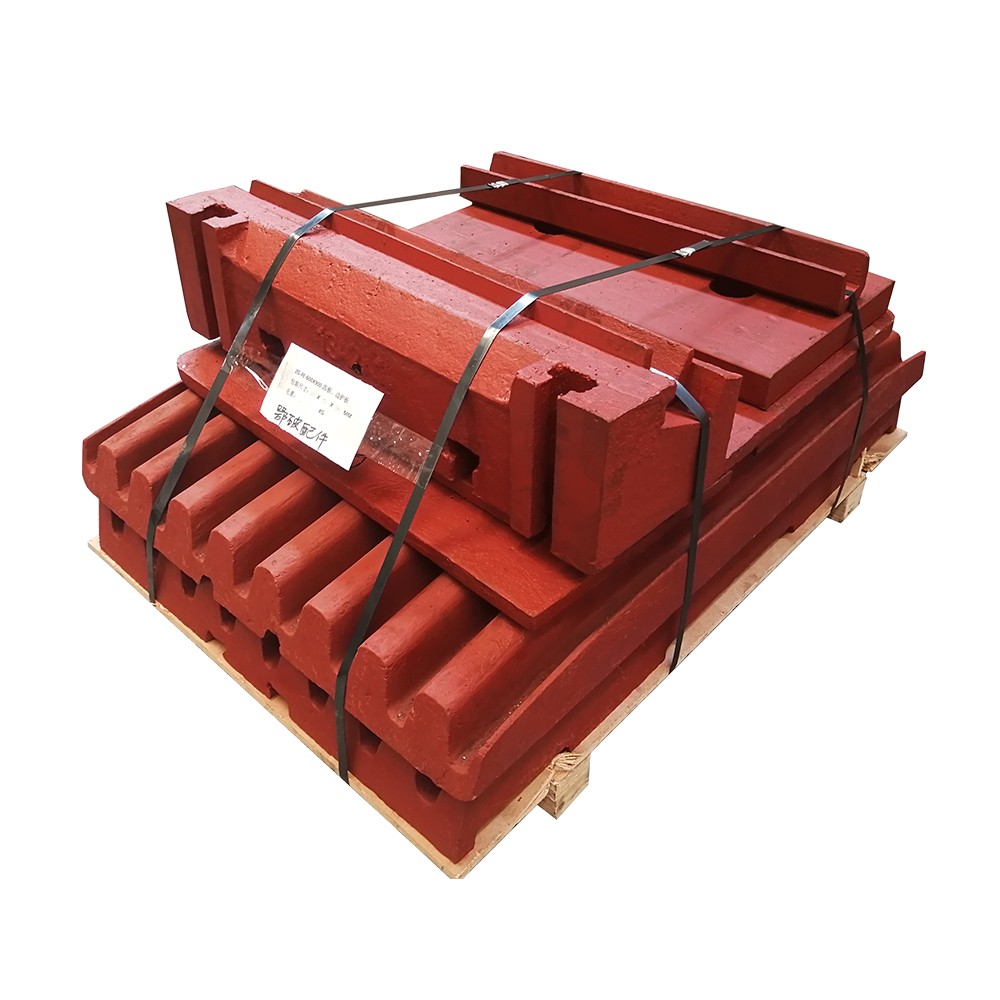
يتكون المقطع العرضي للوحة أسنان كسارة الفك من نوعين: سطح أملس وسطح شبكي. ينقسم السطح الشبكي إلى سطح مثلث وسطح شبه منحرف. ولضمان حجم وشكل المنتج، تُستخدم عادةً ألواح أسنان مثلثة أو شبه منحرفة.

2. مادة صفيحة الأسنان
عادةً ما تستخدم ألواح الأسنان في كسارات الفك الحالية مادة المنغنيز 13ZGMn13، التي تتميز بصلابة سطحية تحت تأثير الصدمات. يُشكل المنغنيز 13ZGMn13 سطحًا صلبًا ومقاومًا للتآكل مع الحفاظ على المعدن الأصلي لطبقته الداخلية. ونظرًا لمتانته، يُعدّ مادة مقاومة للتآكل شائعة الاستخدام في الكسارات.
3. خطة تعديل صفيحة الأسنان
في عملية التحويل، تتكون أجزاء الكسارة العاملة من صفيحة أسنان ثابتة وصفيحة أسنان متحركة. تُثبّت صفيحة الأسنان المتحركة على الفك المتحرك، وتتركز أجزاء التآكل الرئيسية فيها بشكل رئيسي في المنتصف. في عملية التحويل، لم تُعدّل صفيحة الأسنان المتحركة، بل صفيحة الأسنان الثابتة بشكل رئيسي. بعد تعديل صفيحة الأسنان الثابتة، نظرًا لارتباطها بجسم الإطار، يزداد وزن صفيحة الأسنان الثابتة، دون أي تأثير سلبي على عمل الكسارة بأكملها.
4. عمر صفيحة السن
تتحمل صفيحة الأسنان قوة ضغط وصدمة كبيرة، مما يؤدي إلى تآكلها بشكل كبير. ولإطالة عمرها الافتراضي، يمكن دراستها من جانبين: الأول هو إيجاد مواد عالية المقاومة للتآكل من هذه المادة؛ والثاني هو تحديد التصميم الهيكلي والأبعاد الهندسية للصفيحة بشكل منطقي.
















