خيوط الأسلاك:تنقسم وحدات البناء الأساسية إلى أسلاك سدى (طولية، موازية لتدفق المواد) وأسلاك لحمة (عرضية، عمودية على تدفق المواد). تُصنع هذه الأسلاك من فولاذ عالي الكربون (Q235، 65Mn)، أو فولاذ مقاوم للصدأ (304، 316)، أو سبائك خاصة (مثل فولاذ عالي الكروم لمقاومة التآكل). تتراوح أقطار الأسلاك بين 0.2 مم (غربلة دقيقة) و12 مم (غربلة خشنة).
فتحة الشبكة:المسافة بين الأسلاك المتجاورة، والتي تُحدد حجم الفصل. الفتحات مربعة أو مستطيلة أو سداسية الشكل، بأحجام تتراوح بين ٠٫١ مم (الغربلة الدقيقة) و١٠٠ مم (الغربلة الخشنة). الفتحات المربعة هي الأكثر شيوعًا للتصنيف الموحد.
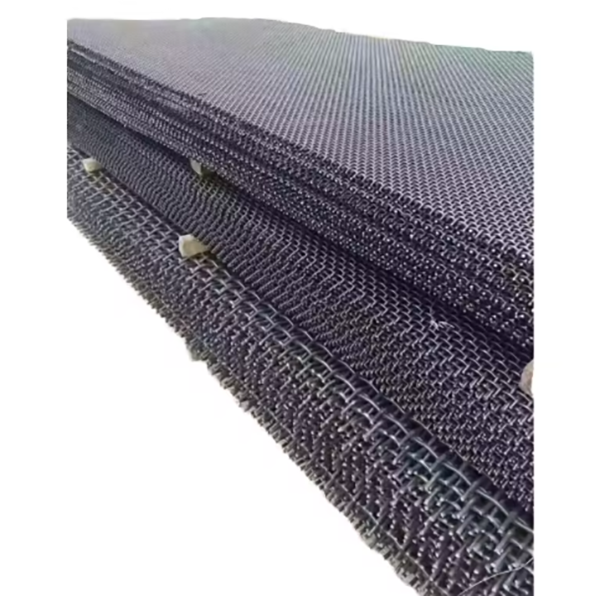
تعزيز الحافةإطار أو حافة مصنوعة من سلك سميك (قطره ٢-٥ مم) أو شرائح فولاذية (سمكها ٣-٨ مم) ملحومة أو مضغوطة على محيط الشبكة. يعزز هذا الإطار ثبات الهيكل ويُسهّل تركيبه على إطار الشاشة.
شبكة سلكية منسوجة:النوع الأكثر شيوعًا، والذي يتكون من نسج أسلاك السدى واللحمة باستخدام نسج عادي أو مائل أو هولندي:
نسج عادي:يتناوب كل سلك سدى فوق وتحت أسلاك اللحمة، وهو مناسب للفحص المتوسط (حجم الفتحة 1–50 مم).
نسج مائل:تمر أسلاك السدى فوق سلكين أو تحت سلكين من اللحمة، مما يوفر قوة أعلى للتطبيقات الشاقة (على سبيل المثال، فحص الخام).
النسيج الهولندي:أسلاك السدى الدقيقة وأسلاك اللحمة الخشنة المنسوجة بإحكام، وتستخدم للفحص الدقيق (حجم الفتحة <1 مم).
شبكة سلكية ملحومة:يتم لحام أسلاك السدى واللحمة عند كل تقاطع، مما يوفر بنية صلبة وأحجام فتح دقيقة (مثالية لفحص الكتل ذات الفتحات من 5 إلى 100 ملم).
شبكة صفيحة مثقبة:يتم تصنيعها عن طريق ثقب الصفائح الفولاذية (سمكها 1-8 مم)، وهي مناسبة للمواد الكاشطة (مثل الجرانيت) بسبب مقاومة الصدمات العالية.
سحب الأسلاك: تُسحب قضبان الفولاذ الخام عبر قوالب لتقليل القطر وزيادة قوة الشد. بالنسبة للفولاذ عالي الكربون، يُتبع السحب بعملية التلدين (700-800 درجة مئوية) لتقليل الهشاشة. يتم التحكم في تفاوت قطر السلك في حدود ±0.02 مم.
تقويم وقطع الأسلاك:يتم تقويم الأسلاك المرسومة باستخدام أدوات تقويم الأسطوانة وقطعها حسب الطول (المطابق لعرض/طول الشاشة).
النسيج:
نسج عادي/مائل:يتم نسج الأسلاك على نول، مع التحكم في التوتر (50-100 ميجا باسكال) لضمان أحجام فتح موحدة.
النسيج الهولندي:يتم تعبئة أسلاك السدى الدقيقة ونسجها بإحكام مع أسلاك اللحمة الخشنة تحت توتر عالٍ لتشكيل فتحات ضيقة.
معالجة الحافة: يُطوى محيط الشبكة، أو يُضغط، أو يُلحم بشرائط التسليح. تُستخدم لحامات النقاط (بتيار 5-15 كيلو أمبير) لتثبيت الأسلاك بالإطار في الحواف الملحومة.
تحضير الأسلاك:على غرار الشبكة المنسوجة - سحب الأسلاك وتقويمها وقطعها إلى أطوال محددة.
محاذاة الشبكة:يتم ترتيب أسلاك السدى واللحمة في نمط شبكي باستخدام أدوات تحديد المواقع، مما يضمن تسامح حجم الفتحة (±0.1 مم للشبكة الدقيقة، ±0.5 مم للشبكة الخشنة).
اللحام بالمقاومةيُلحم كل تقاطع باستخدام أقطاب كهربائية بمعلمات: جهد 2-5 فولت، وتيار 10-50 كيلو أمبير، وزمن لحام 0.01-0.1 ثانية. هذا يُشكل وصلات قوية وصلبة مقاومة للاهتزاز.
معالجة السطح: الجلفنة الاختيارية (الغمس الساخن أو الطلاء الكهربائي) لمقاومة التآكل، مع سمك طلاء الزنك 50-100 ميكرومتر.
قطع الصفائح:يتم قطع ألواح الفولاذ (Q235، الفولاذ المقاوم للصدأ) وفقًا لأبعاد الشاشة باستخدام القطع بالبلازما أو الليزر.
اللكميتم ثقب الثقوب باستخدام مكابس ثقب التحكم الرقمي بالكمبيوتر، باستخدام قوالب تناسب شكل/حجم الفتحة المطلوب. تتراوح قوة الثقب بين ١٠٠ و٥٠٠ كيلو نيوتن، حسب سُمك اللوحة وحجم الثقب.
إزالة النتوءات:يتم تنظيف حواف الثقوب باستخدام عجلات الطحن لمنع تلف الأسلاك وضمان تدفق المواد بسلاسة.
معالجة السطح:
الجلفنة:بالنسبة لشبكة الفولاذ الكربوني، تشكل عملية الجلفنة بالغمس الساخن (450-460 درجة مئوية) طبقة من سبيكة الزنك والحديد، مما يعزز مقاومة التآكل (عمر الخدمة 5-10 سنوات في البيئات الخارجية).
تلميع:يتم تلميع شبكة الفولاذ المقاوم للصدأ إلى خشونة سطح را0.8–1.6 ميكرومتر، مما يقلل من التصاق المواد.
طلاء:طلاء اختياري من مادة البولي يوريثين أو المطاط (سمكه 1-3 مم) على أسطح الأسلاك لمقاومة التآكل الشديدة (على سبيل المثال، تطبيقات التعدين).
التقطيع والتحجيم:يتم قطع صفائح الشبكة الكبيرة وفقًا لأبعاد إطار الشاشة باستخدام المقصات أو قواطع الليزر، مع وجود تفاوت في الطول/العرض ±1 مم.
تجميع الإطار:بالنسبة للشاشات المعيارية، يتم تثبيت الشبكة بمسامير أو مشابك على إطار فولاذي (زاوية حديدية أو قناة فولاذية) باستخدام حشوات مطاطية لتقليل الاهتزاز ومنع تسرب المواد.
اختبار المواد:
يضمن اختبار الشد لخيوط الأسلاك القوة (على سبيل المثال، الفولاذ 65Mn: قوة الشد ≥ 1000 ميجا باسكال).
يتحقق تحليل التركيب الكيميائي (قياس الطيف) من درجة المادة (على سبيل المثال، الفولاذ المقاوم للصدأ 304: كر ≥18٪، ني ≥8٪).
التفتيش الأبعادي:
قياس حجم الفتحة باستخدام الفرجار أو المقارنات البصرية، مع ضمان الامتثال للمواصفات (على سبيل المثال، فتحة 10 مم مع تفاوت ±0.2 مم).
فحص تسطيح الشبكة باستخدام مسطرة مستقيمة، مع انحراف ≤2 مم/م لتجنب الفحص غير المتساوي.
اختبار سلامة البنية التحتية:
اختبار قوة اللحام:بالنسبة للشبكة الملحومة، يتم إجراء اختبارات السحب على تقاطعات الأسلاك (الحد الأدنى لقوة الكسر ≥5 كيلو نيوتن لأسلاك 5 مم).
اختبار مقاومة التآكل:يتم إخضاع العينات لاختبار التآكل الرملي الجاف ASTM G65، مع فقدان الوزن ≤5 جم/1000 دورة للصلب عالي الكروم.
التحقق من الأداء:
اختبار كفاءة الفحص:يتم فحص عينة من المواد المصنفة، مع حساب الكفاءة على النحو التالي (كتلة المواد المارة / الكتلة الإجمالية) × 100٪ (مطلوب ≥ 90٪).
اختبار تعب الاهتزاز:يتم تثبيت الشبكة على منصة اهتزازية (1500 دورة في الدقيقة) لمدة 100 ساعة، للتحقق من وجود كسر في السلك أو ارتخاء.
تحضير:يتم تنظيف إطار الشاشة، ووضع حشوات مطاطية (سمكها 3-5 مم) على سطح تثبيت الإطار لإغلاق الفجوات.
وضع الشبكة:تُوضع الشبكة السلكية بشكل مسطح على الإطار، مما يضمن محاذاة أطراف التغذية/التفريغ. بالنسبة للشاشات الكبيرة، تُربط ألواح شبكية متعددة بحواف متداخلة (50-100 مم) وتُثبّت.
تحديد:يتم تأمين الشبكة باستخدام البراغي أو المشابك أو قضبان الإسفين:
تثبيت البراغي:يتم وضع مسامير M8–M12 على مسافة 100–200 مم على طول الحافة، ويتم ربطها بعزم دوران 30–50 نيوتن متر.
قضبان إسفينية:يتم دفع أسافين معدنية إلى فتحات في الإطار، مما يؤدي إلى ضغط الشبكة من أجل التثبيت السريع (وهو أمر شائع في شاشات التعدين).
ضبط التوتر:يتم شد الشبكة بالتساوي (شد يتراوح بين ١٠ و٢٠ كيلو نيوتن/متر) باستخدام مشابك ربط أو مسامير شد لمنع الترهل أثناء الاهتزاز. ويتم التحقق من الشد باستخدام مقياس شد.
الختم والاختبار:تُسد الفجوات بين ألواح الشبكة والإطار برغوة البولي يوريثان أو شرائط مطاطية. يُجرى اختبار تشغيل (لمدة 30 دقيقة) للتحقق من وجود ضوضاء ناتجة عن الاهتزاز، أو حركة الشبكة، أو تسرب المواد.






