تُفصّل هذه المقالة كتل محامل مطاحن الكرات، التي تتحمل أحمالًا شعاعية/محورية، وتضمن استقرار العمود، وتتميز بمواد مثل اتش تي 300، وQT450-10، وQ355B. وتغطي عمليات التصنيع لأنواع الصب (القولبة، الصب، التعتيق، التشغيل الآلي) واللحام (القطع، اللحام، التشغيل الآلي)، بالإضافة إلى عمليات فحص شاملة (المواد الخام، القطع، أثناء التصنيع، المنتجات النهائية) لضمان دقة الأبعاد، والقوة، والموثوقية، وتلبية احتياجات التشغيل المستمر في ظل الأحمال الثقيلة.
مقدمة تفصيلية عن كتل محامل مطحنة الكرات وعمليات تصنيعها وفحصها
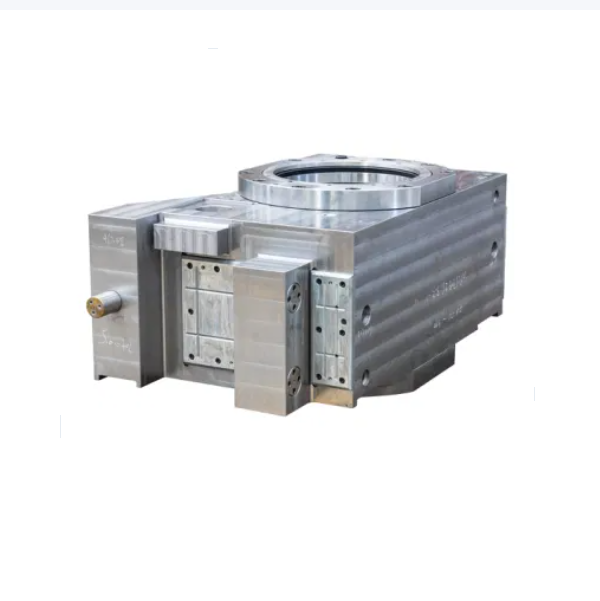
1. نظرة عامة وخصائص هيكلية كتل محمل مطحنة الكرات
كتلة محمل مطحنة الكرات هي مكون أساسي يدعم دوران أسطوانة المطحنة. وظيفتها الأساسية هي: تثبيت المحمل، وتحمل الأحمال الشعاعية والمحورية من الأسطوانة والمواد الداخلية، وضمان الدوران المستقر لنظام العمود (العمود المجوف)يؤثر أداؤها بشكل مباشر على دقة التشغيل والاستقرار وعمر خدمة مطحنة الكرات.
الوظائف الأساسية:
تحمل الأحمال: يدعم الوزن الإجمالي للأسطوانة ووسائط الطحن والمواد (حتى عشرات أو مئات الأطنان) ويمتص الأحمال الصدمية أثناء الدوران؛
التموضع: يضمن محورية ودقة دوران العمود المجوف من خلال التعاون مع المحمل؛
الختم والتزييت: يدمج قنوات التشحيم وهياكل الختم لتوفير التشحيم للمحامل ومنع دخول الغبار وسائل التبريد.
السمات الهيكلية:
المواد: تستخدم مطاحن الكرات الصغيرة والمتوسطة الحجم عادةً الحديد الزهر الرمادي (اتش تي 300) (قابلية صب ممتازة وامتصاص الصدمات)؛ تعتمد المطاحن الكبيرة أو الثقيلة الحديد المطاوع (كيو تي 450-10) أو الفولاذ الهيكلي الملحوم (Q355B) (قوة أعلى).
الأنواع الهيكلية: متكاملة (صغيرة إلى متوسطة الحجم) ومُقسّمة (كبيرة الحجم، لسهولة التركيب والصيانة). عادةً ما تتضمن فتحات تثبيت المحامل (ملائمة للتداخل مع الحلقات الخارجية للمحامل)، ورؤوس تثبيت، وفتحات براغي، وفتحات تزييت، وزعانف تبريد.
الثاني. عملية تصنيع كتل محامل مطحنة الكرات
بناءً على المواد، يتم تقسيم عمليات التصنيع إلى الصب (لكتل تحمل الحديد الزهر) و اللحام (لكتل المحامل الفولاذية)، مع الإجراءات الأساسية على النحو التالي:
(أ) كتل تحمل مصبوبة (اتش تي 300 كمثال)
تصميم القالب وصنع اللب
تُصنع قوالب الرمل (الخشبية أو الراتنجية) بناءً على نماذج ثلاثية الأبعاد، مع هامش تشغيل يتراوح بين 3 و5 مم. صُممت الرافعات لتجنب تجاويف الانكماش.
تستخدم المناطق الحرجة (على سبيل المثال، فتحات المحمل) عملية تصنيع قلب الصندوق البارد لضمان دقة الأبعاد.
الذوبان والصب
التحكم في تركيبة الحديد المنصهر: C 3.2-3.6%، سي 1.8-2.2%، من 0.8-1.2%، S ≤ 0.12%، P ≤ 0.15%؛
الصب عند درجة حرارة 1380-1450 درجة مئوية باستخدام الصب المتدرج لتقليل تركيز الإجهاد وضمان كثافة الصب.
علاج الشيخوخة
تخضع المسبوكات للشيخوخة الطبيعية لمدة تتراوح من 2 إلى 4 أسابيع (أو الشيخوخة الاصطناعية: 200 إلى 250 درجة مئوية لمدة 8 ساعات) للقضاء على إجهاد الصب ومنع تشوه التصنيع اللاحق.
التشغيل الخشن
تعمل مخرطة التحكم الرقمي بالكمبيوتر أو آلات الحفر على معالجة فتحات المحامل (مع ترك بدل تشطيب 2-3 مم)، والأسطح النهائية، وتحديد مواقع المقابس، مما يضمن تسطيح الأسطح المرجعية ≤0.1 مم / 100 مم.
التشطيب شبه النهائي والشيخوخة الثانوية
قم بإكمال تحويل الدوائر الخارجية والوجوه النهائية، مع ترك بدل طحن بمقدار 1-1.5 مم؛
الشيخوخة الثانوية (180-220 درجة مئوية لمدة 4 ساعات) لمزيد من تثبيت الأبعاد.
تشطيب الآلات
ماكينات الحفر التحكم الرقمي بالكمبيوتر ذات الثقب النهائي لثقوب المحمل: درجة التسامح تكنولوجيا المعلومات 6، خشونة السطح را≤1.6μm، الاستدارة ≤0.01mm، الأسطوانية ≤0.015mm/100mm؛
آلة طحن السطح لتحديد أسطح نهايات الصنبور: التسطيح ≤0.03 مم/100 مم، العمودية على محور ثقب المحمل ≤0.02 مم/100 مم؛
قطع التحكم الرقمي بالكمبيوتر للقطع (سمك اللوحة ≥ 20 مم). فتحات المحمل متصلة بفلانشات فولاذية مطروقة (فولاذ 20#) لتعزيز قوة تحملها.
عملية اللحام
طريقة اللحام: اللحام بالقوس المغمور أو اللحام بالقوس المعدني الغازي، مع أخاديد اللحام على شكل حرف V (زاوية 60 درجة)؛
تسلسل اللحام: لحام المناطق منخفضة الإجهاد أولًا، ثم اللحامات الرئيسية، باستخدام اللحام الطبقي (سماكة كل طبقة ≤ 5 مم). يُطرق بعد اللحام لتخفيف الإجهاد.
معالجة ما بعد اللحام: تخفيف الإجهاد عن طريق التلدين عند 300 درجة مئوية لمدة 6 ساعات لإزالة إجهاد اللحام (منع التشقق).
التصنيع
تتبع نفس خطوات التشغيل الخشن، والشيخوخة الثانوية، والتشغيل النهائي مثل كتل المحمل المصبوبة، ولكن يجب أولاً طحن الأسطح الملحومة بشكل مسطح (خشونة السطح را ≤ 12.5 ميكرومتر).
ثالثًا. عملية فحص كتل محامل مطحنة الكرات
يغطي التفتيش عملية الإنتاج بأكملها لضمان دقة الأبعاد والخصائص الميكانيكية والموثوقية التشغيلية:
(أ) فحص المواد الخام والعينات الفارغة
فحص المواد:
أجزاء الحديد الزهر: التحليل الطيفي للتحقق من التركيب الكيميائي (على سبيل المثال، محتوى C وSi في اتش تي 300) واختبار الشد للتحقق من قوة الشد ≥300MPa؛
الأجزاء الملحومة: التحقق من شهادات ألواح الفولاذ؛ تخضع الحواف المزورة لفحص جامعة تكساس (متوافق مع جيه بي/T 5000.15 الفئة الثانية).
فحص العيوب الفارغة:
الأجزاء المصبوبة: فحص إم تي (لا يوجد شقوق أو انكماش على السطح)، مع التركيز على فتحات المحمل (لا توجد مسام ≥φ3 مم)؛
الأجزاء الملحومة: فحص جامعة تكساس بنسبة 100% للحام (لا يوجد اندماج غير مكتمل أو شوائب خبث) وفحص إم تي (لا يوجد شقوق سطحية).
(ب) التفتيش أثناء العملية (العقد الرئيسية)
بعد التشغيل الخشن:
تحقق من قطر فتحة المحمل (البدل الموحد) وقطر الصنبور (التسامح ± 0.5 مم) باستخدام الفرجار أو آلة قياس الإحداثيات.
موضع ثقب البرغي: يتحقق المقياس من محورية فتحات التوصيل مع الصنبور المحدد (≤0.1 مم).
فحص الضغط والختم:
اختبار ضغط فتحة التزييت: هواء مضغوط 0.5 ميجا باسكال لمدة 30 ثانية، مع فحص محلول الصابون بحثًا عن عدم وجود تسرب؛
الختم الشامل: تجميع المحمل المحاكى، وملء الزيت (حتى نصف فتحة المحمل)، والدوران لمدة 10 دقائق، والتفتيش بحثًا عن عدم وجود تسرب.
فحص المظهر:
طلاء السطح (طبقة أساسية + طبقة علوية، سمك إجمالي 60-80 ميكرومتر) بدون أي خطوط أو تقشير؛ علامات واضحة (النموذج، المادة).
رابعًا: الملخص
يتطلب تصنيع كتل محامل مطاحن الكرات موازنة القوة والدقة. تُعطي عمليات الصب الأولوية لامتصاص الصدمات، بينما تُركز عمليات اللحام على قدرة تحمل الأحمال الثقيلة. يُعدّ الفحص الدقيق (وخاصةً لدقة الأبعاد ومراقبة العيوب) أمرًا بالغ الأهمية لضمان قدرة تحمل الأحمال وعمر الخدمة الطويل. عمليًا، تُعدّل معلمات العملية بناءً على مواصفات المطحنة (مثلًا، سمك جدار ثقوب المحامل ≥ 50 مم للمطاحن ≥ φ3 م) لتلبية متطلبات التشغيل المستمر والثقيل.